

To make the most of steam traps, it is important to choose the right size trap and pressure. The choice of steam trap should be in accordance with the following:
- Steam traps in low pressure steam drop service should be in the form of inverted buckets, mechanical traps or bimetallic thermostatic traps.
- Steam traps in medium pressure steam drip service should preferably be mechanical reverse traps. Instead, disk thermodynamic traps may be used.
- Steam traps in high pressure steam drop service should preferably be mechanical traps in the form of inverted buckets.
- The steam traps provided for the steam turbine inlet service should be a thermodynamic piston trap.
A commonly accepted method is the use of floating and thermostatic traps (F&T) for low pressure steam systems up to 30 PSIG and thermodynamic steam traps for steam pressures above 30 PSIG.
Steam Trap Sizing
Steam traps are not selected based on the size of the pipe available. Various factors are required to accurately measure a steam trap.
- Condensate volume: Depending on the volume of the condensate, the recommended size of the equipment outlet pipes is given in Table 1.
- Safety factor to use: Safety factor should be selected based on experience. Safety factor values usually range from 1.5 to 10.
- Pressure differential: The steam trap must be able to open against the maximum differential pressure in the system.
- Maximum allowable pressure: Steam traps must be designed for design pressure.
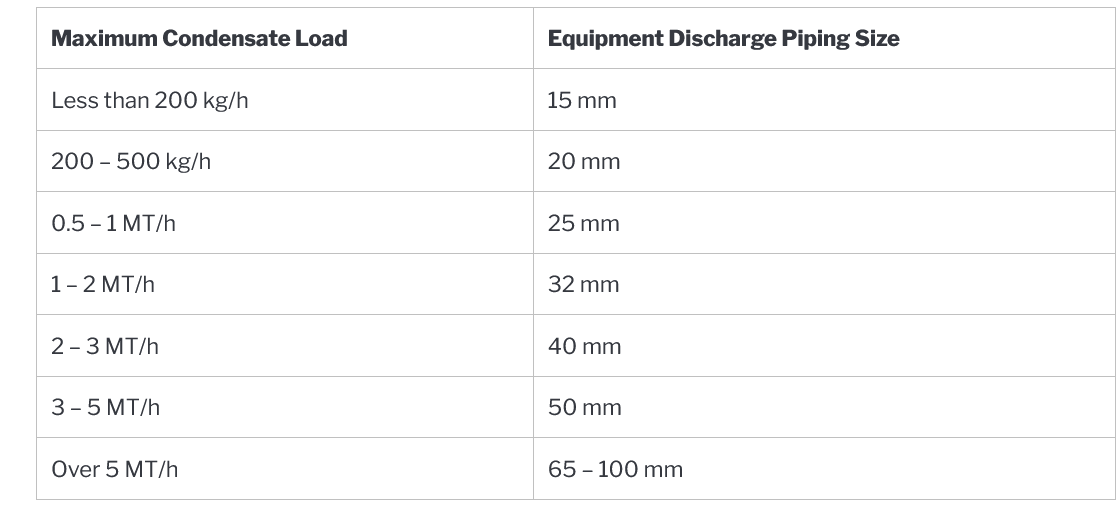 Table 1: Measurement of steam trap according to the volume of condensate
Table 1: Measurement of steam trap according to the volume of condensate
Causes of steam trap failure
Common causes of steam trap failure include:
- Corrosion, due to the condition of the condensate. Optimal supply of ventilation water can be counteracted by using special building materials.
- The water hammer is often trapped due to rising after the steam trap.
- Contamination is collected from a system in which the water treatment compound is transferred from the boiler, or where pipe debris is allowed to interfere with the trap operation.
Steam trap failure has severe consequences for steam system performance. If the steam trap fails in the open state, it will leak steam and completely increase the condensate, increasing the steam consumption, which in turn will add more load to the boiler. However, when it is closed, neither steam nor condensate pass through it. Therefore, the operation of the steam trap stops, which can lead to the following problems:
- Hit or hammer water
- Drowning process
- The presence of water (gas condensate) in the steam system is a safety hazard.
Therefore, regular monitoring of steam trap operation and failure of failed steam traps is essential.
Evaluate the performance of steam traps
The performance of steam traps is evaluated using any of the three methods listed below:
- The visual-visual inspection method is performed using glasses.
- Sound method – involves distinguishing between audio frequencies using hearing aids.
- Temperature methods – works based on the principle of temperature difference. However, at least the method is reliable and therefore not commonly used.
Preventive maintenance is typically performed for steam traps, and the maintenance schedule depends on the degree of pressure of the steam trap. As a general rule, high pressure steam traps with a pressure rating greater than 250 psig should be tested daily. On the other hand, low pressure steam traps with a pressure below 30 psig can be inspected annually. Averages should be checked monthly. As a general rule, steam traps should be replaced every three to four years.
Features required in Steam Trap
An ideal steam trap for best performance should have the following characteristics:
- The steam trap must allow the condensate to pass through and trap the steam.
- Steam traps should be small in terms of energy consumption and steam consumption. The steam trap must ensure that the steam space must be filled with clean dry steam. The type of steam trap affects this.
- Steam traps should be well ventilated. If air is mixed with steam, it reduces the steam temperature.
- It is better that steam traps do not cause steam flashing.
Steam traps must be highly reliable. Sometimes, various external factors can cause uncertainty in the use of steam traps
- Corrosion
- Water hammer and
- Accumulation of soil or debris.
Steam trap maintenance
The philosophy of keeping a steam trap usually consists of 3 steps:
- Routine maintenance: Cleaning and inspection at regular intervals to find any defects in it.
- Replacement of internal parts: Old internal parts of the steam trap must be replaced with new parts (usually every 3 years) ensures trouble-free operation of the steam trap assembly.
- Replacing the steam trap: If changing the internal components does not solve the problem, it is wise to replace the steam trap and install a new one.
Rose Calibration Company in Melbourne, Australia with over ten years of experience provides all calibration, maintenance, and repair services throughout Australia. If you live in Sydney, Melbourne, Adelaide, Perth, Geelong, and Brisbane, you can receive your quote in less than two hours by fill-up the form via the “Booking” link.
{kind=link}
{kind=link}