
Recognize the most common valve control problems
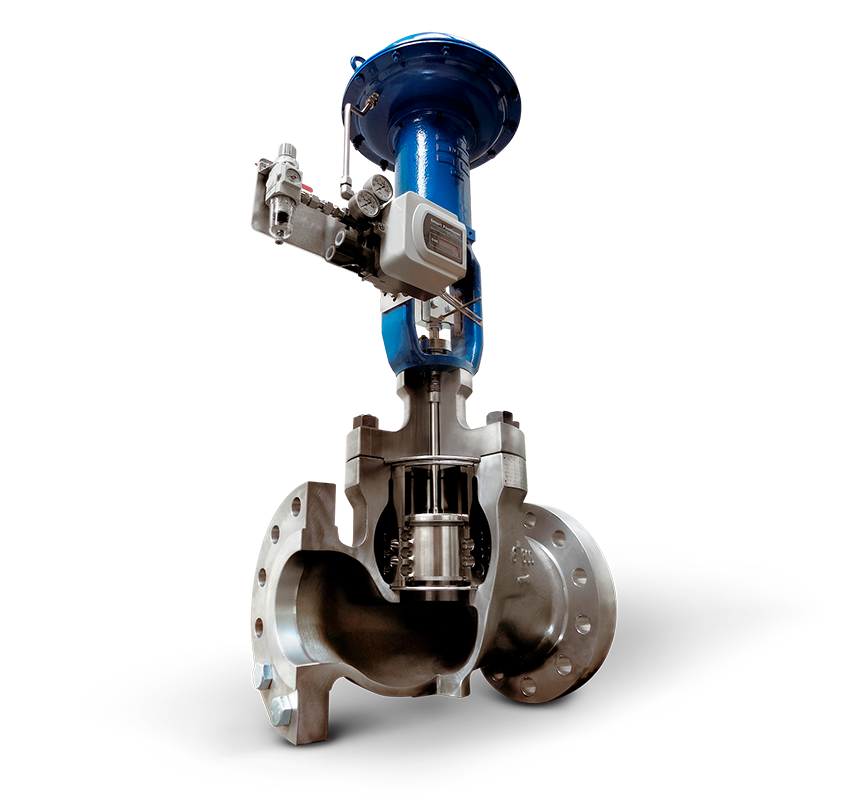
Control valve problems
Control valve problems can have many causes. Here are the most common reasons.
- Mechanical friction
- Flashing
- cavitation
- Choking
- Hunting
- noise
- Erosion
- chemical attack
Mechanical friction
A force that tends to oppose the relative motion between two surfaces that are in contact with each other. The force of friction is a function of the ordinary force that holds the two surfaces together, and is the characteristic nature of the two surfaces. Friction has two components: static friction and dynamic friction. Static friction is a force that must be overcome before any relative movement between two surfaces. When relative motion begins, dynamic friction is the force that must be overcome to maintain relative motion. Running or sliding friction are colloquial terms sometimes used to describe dynamic friction. Adhesion or slip are colloquial terms sometimes used to describe static friction. Static friction is one of the main reasons for the dead band in the valve assembly.
Resistance to starting motion is usually required to overcome static friction. If a stick sticks out of motion, it tends to stick in that position. Additional force is then required to overcome the adhesion. The controller continues to change its output while the valve continues to hold its position. Additional pressure is applied to the actuator. If enough pressure is applied to overcome the static friction, the valve is released. The movement of the valve quickly absorbs the extra pressure and often the valve goes beyond its target position. After this, the valve stops moving and the valve sticks in the new position. Adhesion may be caused by an overly tight seal of the valve stem, by the internal adhesive of the valve, by a small stimulus, or by an adhesive positioner.
Flashing
At the point where the fluid velocity is at its highest, the pressure is at its lowest. When the fluid is incompressible (liquid), if the pressure is less than the vapor pressure of the liquid, vapor bubbles form inside the valve and collapse as the pressure downstream increases. This leads to huge shock waves that are noisy and will certainly damage the equipment. In such a scenario, two phases flow downstream of the valve: liquid and steam. Flushing in milk can not be eliminated if the downstream pressure is less than the liquid vapor pressure.

If the fluid trapped by the throttle valve is a liquid (as opposed to gas or steam), and its absolute pressure is less than the vapor pressure of the substance, the liquid will begin to boil. This phenomenon is called flashing when it occurs inside a control valve. As the diagram shows, the lowest pressure point inside the valve (called a venous-contraction pressure, or Pvc) is where the flushing occurs.
cavitation
Cavitation is similar to flushing in that the pressure of the liquid decreases to a lesser extent than the vapor pressure, causing the liquid to evaporate into vapor bubbles. Both cavitation and flushing occur because the pressure energy in a fluid is converted to kinetic energy due to contraction in the valve closing member, which increases the velocity. In addition, as the temperature of the liquid increases, the probability of cavitation increases due to the increase in vapor pressure. The extent of cavitation depends mainly on the downstream pressure and the differential pressure throughout the valve. If the pressure returns to a point higher than the vapor pressure of the liquid, the vapor becomes liquid again. This is called cavitation. As flushing is destructive to the control valve, cavitation is worse. The difference is that with the cavitation phenomenon, the liquid pressure increases during the recovery of the pressure above its vapor pressure and returns to the liquid state, while during flushing, the liquid pressure remains below the vapor pressure.
Choking
Both gas and liquid control valves may experience what is commonly known as choke flow. Simply put, “choked flow” is a condition in which the flow rate through the valve does not change significantly as the downstream pressure decreases. In a gas control valve, suffocation occurs when the gas reaches the speed of sound for that gas. This is often referred to as critical or acoustic current. In the fluid control valve, suffocation occurs with the onset of flashing. The reason for the relationship between acoustic velocity and flow capacity for a control valve is related to the propagation of pressure changes in fluids.
Hunting
An undesirable oscillation of considerable magnitude that prolongs after the disappearance of external stimuli. Hunting is sometimes called the cycle or limit cycle, evidence of operation at or near stability. In control valve applications, the Hunting appears as an oscillation in the loading pressure on the actuator due to instability in the control system or valve position.
Noise control though
Valve components tend to vibrate whenever they are exposed to turbulent flow at high speeds. Therefore, standard valve controls will be noisy in high pressure drop applications, especially in cases where the flow rate is high, because the low pressure experienced downstream of the seat ring (in the contraction vein) is associated with very high velocities. It rises rapidly.
Erosion
A common problem for controlling the valves used in the slurry service (in which the process fluid of a liquid contains a significant amount of hard and solid particles) is erosion, in which part and the valve body wear out due to the passage of solid particles. Another cause of erosion in control valves is wet steam, where the steam contains liquid water droplets that are moved at high speed by the steam stream. The steam may also “cut” other parts of the valve if it leaks. Any fluid fast enough can cause severe damage to the valve components.
chemical attack
If these components are not carefully selected for proper service, corrosive chemicals may attack the metal components of the control valves. The effects of corrosion multiply when combined with the effects of cavitation. Most metals, in response to a chemical attack, form something called an inactive layer / oxidation. Rust on steel, or aluminum oxide on aluminum, are both common examples of oxidation of metal. This leads to the rapid destruction of milk components.
{kind=link}
{kind=link}